 資訊熱線:
資訊熱線:你不知道的鈑金加工工藝知識(shí),簡(jiǎn)直不要太全面!

大家好,今天跟大家一起來(lái)聊一聊鈑金件以及它的加工工藝。首先問大家個(gè)問題:
鈑金件是什么?鈑金件是針對(duì)金屬薄板(通常為小于6mm)一種綜合冷加工工藝,包括剪、沖/切/復(fù)合、折、焊接、鉚接、拼接、成型,制作而成的零部件

特點(diǎn)
1、統(tǒng)一厚度。對(duì)于一個(gè)零件,所有的部位的厚度都是一致的
2、重量輕、強(qiáng)度高、導(dǎo)電、成本低、大規(guī)模量產(chǎn)性能好
加工工藝
1.剪
剪工藝的設(shè)備是剪板機(jī),能把一張金屬薄板剪成基本的形狀,優(yōu)點(diǎn):加工成本低;缺點(diǎn):精度一般,裁剪有毛刺,裁剪形狀單一均為簡(jiǎn)單的矩形或其他簡(jiǎn)單的由直線組成的圖形。
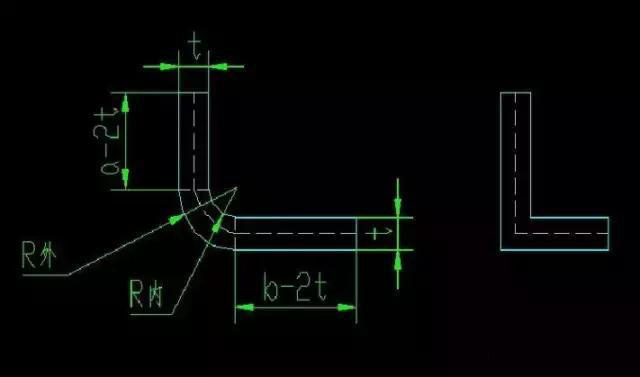
剪工藝前須計(jì)算零件展開尺寸,展開尺寸的大小跟折彎半徑,折彎角度,板材材質(zhì),板材厚度都有關(guān)系。

2.沖
沖工藝的設(shè)備是沖床,能把剪好的材料進(jìn)一步加工成形。沖壓各種形狀需要不同的模具,常見的模具有圓孔,長(zhǎng)圓孔,凸臺(tái);精度較高。
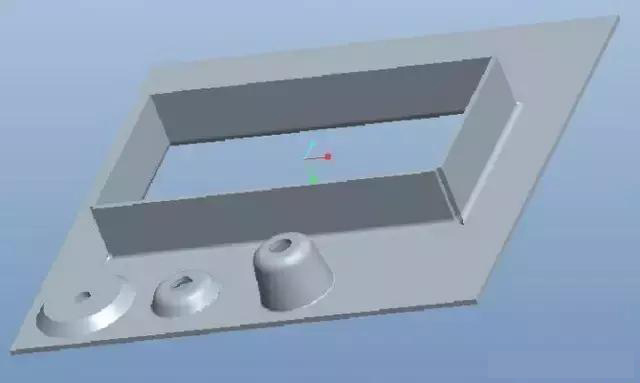
凸臺(tái):材料不去除,注意凸臺(tái)的高度有限制,跟板材材質(zhì),板材厚度,凸臺(tái)斜面角度等有關(guān)。
凸臺(tái)有好多種,包括散熱孔,安裝孔等。由于受折彎影響,設(shè)計(jì)孔的邊緣距離板材邊和折彎邊都會(huì)受到限制
3.激光切割
加工設(shè)備:激光切割機(jī)
對(duì)于剪、沖工藝都無(wú)法完成的去除材料,或者硬度較大容易損壞模具的板材,比如有倒圓角,或者沒有現(xiàn)成的模具去沖壓所需要的形狀時(shí),可以采用激光切割完成折彎前材料的成型
優(yōu)點(diǎn):切割無(wú)毛刺,精度高,能切割任意圖形,比如樹葉、花卉等;缺點(diǎn):工藝成本高
4.折彎

加工設(shè)備:折彎?rùn)C(jī),卷板機(jī)
它們能將金屬薄板折成或卷成所需要的形狀,是零部件的成型工藝;通過折彎?rùn)C(jī)上刀和下刀對(duì)金屬薄板冷壓使其產(chǎn)生形變,得到所需的形狀的過程叫折彎。
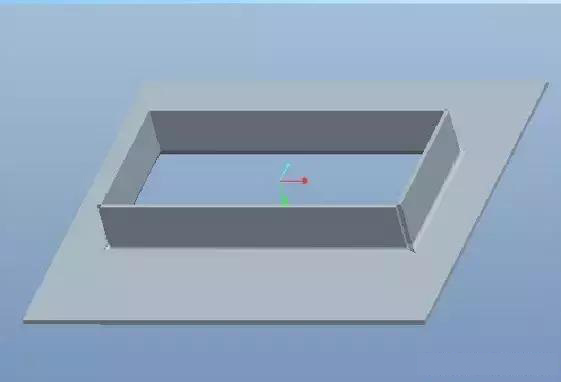
折彎是鈑金件成型的最后一步,零件能否展開并折彎成型需要注意的幾個(gè)點(diǎn),下面小編和大家說(shuō)下。
1.材料缺少,如下圖,凸臺(tái)太高,超過材料的延展性,凸臺(tái)一般用于墊高安裝尺寸或者躲過安裝沖突,所以凸臺(tái)必須在不改變材料內(nèi)部結(jié)構(gòu),不影響結(jié)構(gòu)強(qiáng)度的情況下才能制作。例如:凸臺(tái)錐面與基準(zhǔn)面角度45°,高度為板厚的3倍
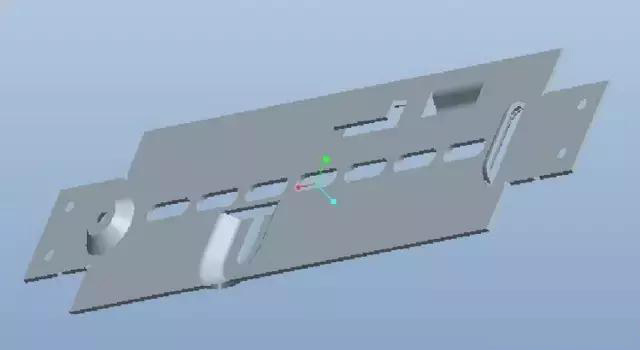
2.冗余材料:冗余材料常見多個(gè)折彎邊相閉合處,多為工藝出錯(cuò)或制圖出錯(cuò)
.jpeg)
3.折彎限制:大多數(shù)折彎?rùn)C(jī)對(duì)折彎都有一定的限制
單邊高度:詘詰語(yǔ)折彎?rùn)C(jī)的大小及上刀的高度,解決辦法可以采用多邊大角度折彎
雙邊高度:不大于單邊最大高度,除受單邊高度的所有限制外,還受底邊的限制:折彎高<底邊
4.由于鈑金件是由一塊金屬薄板通過折彎形成的,折彎邊的接觸不封沒有硬性連接,若不處理會(huì)影響強(qiáng)度,通常處理方式為焊接,圖紙上技術(shù)要求內(nèi)容為:焊角、焊角,修圓

5.表面處理
由于鈑金件的板材較薄,不適合熱鍍鋅,常見的表面處理方式有:磷化、靜電噴塑,顏色隨工程,此工藝適用板材材質(zhì)為表面未做處理的黑件
好了,關(guān)于鈑金件以及它的一些加工工藝小編就說(shuō)到這里了,各位看官朋友們有沒有學(xué)到呢?

關(guān)于“”的相關(guān)資訊
| 我要評(píng)論: | |
|---|---|
| 內(nèi) 容: | |
| 驗(yàn)證碼: | (內(nèi)容最多500個(gè)漢字,1000個(gè)字符) 看不清?! |
請(qǐng)注意: |
|
|
1.尊重網(wǎng)上道德,遵守中華人民共和國(guó)的各項(xiàng)有關(guān)法律法規(guī),不發(fā)表攻擊性言論。 2.承擔(dān)一切因您的行為而直接或間接導(dǎo)致的民事或刑事法律責(zé)任。 3.新聞留言板管理人員有權(quán)保留或刪除其管轄留言中的任意內(nèi)容。 |
共有-條評(píng)論【我要評(píng)論】